1 1 概述
随着科学技术的发展,PE 给水管道是一种新型材料,但是发展却十分迅速,由于具有物理性能优越、工期快,工艺简单、管材环保、节约能源、重量轻及成本低等特点,而被广泛应用于城市供水工程建设中。但是 PE 管材也有缺点,如存在热胀冷缩现象,空管在受重压及日光暴晒下易发生变形,以及管件热熔连接时,易出现接口脱裂。为了有效解决这些问题 ,必须加强对 PE 给水管道的施工安装技术的认识,并通过水压试验验证质量。
2 2 E PE 管的施工安装
PE 管道系统的安装建设部已有 CJJ63-2008《燃气用聚乙烯管道工程技术规程》和CJJ101-2004《埋地聚乙烯给水管道工程技术规程》,这两本规程对 PE 管道系统的连接安装,已有明确的规定。因此,我们必须按照规程规定的要求,严格抓好安装施工,把好质量关,才能保证 PE 管网的运行效果和使用寿命。
2 2. .1 1 管沟槽开挖
(1)沟槽开挖以直线为宜,槽底开挖宽度:公称外径 dn≤400mm 时,槽底宽度≥dn+300mm ;公称外径 400mm<dn≤630mm 时,槽底宽度≥dn+450mm。遇到管道在地下连接时,应适当增加接口处槽底宽度,管道槽底宽度不宜小于 dn+500mm,以方便安装对接为宜。
(2)沟槽底部要求平整、密实,无尖锐物体。沟底可以有起伏,但必须平滑地支撑管材,若有超挖时,必须回填夯实。沟底遇有废旧构筑物、硬石、木头、垃圾等杂物,须在清除后加铺一层不小于 15cm 厚度的砂土或素土,并平整夯实。
2 2. .2 2 管道连接
聚乙烯管道连接接口不像钢管那样具有无损检测技术来验证合格与否,其质量控制措施最主要是靠连接施工过程的控制。为此,必须严格执行国家质量监督检验检疫总局颁布的TSGD2002)2006《燃气用聚乙烯管道焊接技术规则》,以确保连接接口的质量。PE 给水管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接[2]。本文主要介绍热熔连接施工方法。
1)首先选好焊接机具和工艺
焊接机具包括热熔对接焊机和电熔焊机。焊接机具除满足相应的国家标 准GBPT20674.1-2006 和 GBPT20674.2-2006 外,还应当符合以下要求:
(A)焊接机具正常的工作温度范围为-10℃~+40e。如果要超出此温度范围工作,需要焊机制造单位和施工单位协商,采取适当的保护措施。
(B)除满足国家计量法有关规定外,焊接机具在完成2000个焊口(但最长不超过12个月),必须进行校准和检定,保存相应记录,确保焊接机具经常处于良好的工作状态。
2)焊接过程的控制
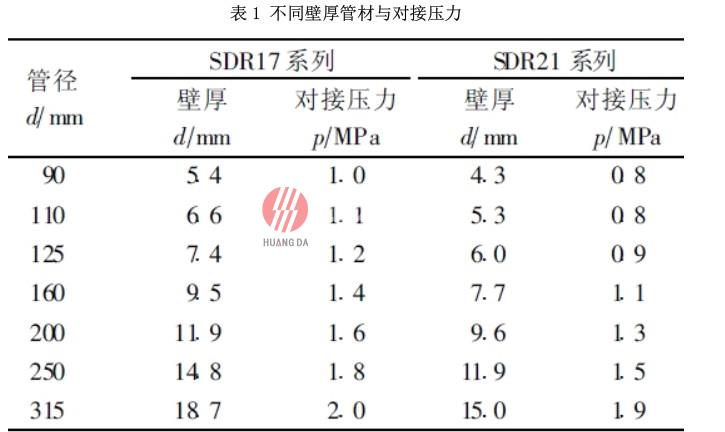
确定好焊接工艺和焊接机具后,要严格按照焊机说明和操作步骤以及有关聚乙烯焊接质量控制要点来施工,接口质量好坏主要是焊接过程中形成的,焊接温度及对接压力是关键,应严格控制。焊接加热板温度一般为 210~230℃。在笔者参与的施工中发现,因不同厂家生产的 PE 管材焊接温度要求不同,施工前应了解厂家有关熔接温度。根据熔接工具要求及施工经验,不同壁厚管材对接压力不同,具体可按表 1 参考。
3)管道焊接质量检验
(1)在聚乙烯管电熔连接或热熔对接时,应对所有接头进行外观检验,做好焊接自检记录。焊接自检记录内容应包括电子数据自动打印记录、焊工编号、焊缝位置(画示意图)、焊接效果等,并纳入竣工资料。
(2)热熔对接焊缝尚须抽样切除翻边进行检查验收,抽查数量应不少于热熔对接焊缝总数的 10%,且每个焊工不少于一个焊缝。
(3)聚乙烯管道连接完后,应加强施工自检和第三方验收,并抽取一定比例接口切开进行内部检查。
4)热熔对接
在对接焊机上夹紧管材或管件,清洁管材或管件端口,检查对接焊机是否与管材直径和规定的对接匹配,移动可动夹具,将管材端部靠在铣刀上刨平。靠近压力应满足以使铣刀两侧能产生稳定的薄片。当管材端面或管件端面平整并互相平行时,刨平工作就算完成了。降低压力,保持铣刀转动以避免管材和管件起毛刺。向后移动夹具并移走铣刀,使对接焊机上的管材或管件互相接触并检查对接情况。管材或管件的插口端应尽可能对齐,不超过连接程序中规定的最大偏移量即管材壁厚的 10%,不足 1mm 的按 1mm 计。刨平后管材和管件端面之间的间隙应尽可能小,不应超过连接程序中规定的最大间隙,具体为:
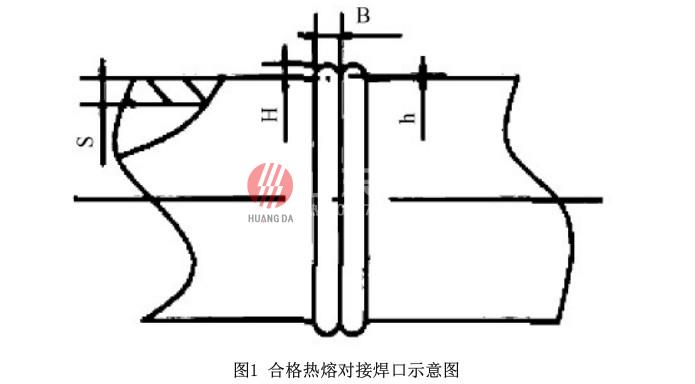
(1)dn<225mm 为 0.3mm;(2)225≤dn<400mm 为 0.5mm;(3)dn≥400mm 为 1mm。检查加热工具,加热工具上的聚乙烯残留物应用木质刮刀刮掉;检查加热工具温度是否正确;将加热工具放在管材端面之间,使对接焊机上的管材靠近加热工具并施加一定的压力,直到熔化翻边达到规定的宽度;降低压力,使管材端面和加热工具之间刚好保持接触;达到吸热时间后,向后移动对接焊机可动夹具并移走加热工具。快速检查加热后的管材端部,确定在移动加热工具过程中是否损伤熔融的端面,然后再次移动对接焊机可动夹具,使管材端面接触。在整个对接过程和随后的冷却过程中,对接焊机应保持一定压力(应重视关注冷却过程,冷却好坏直接影响产品质量)。达到对接焊和冷却时间后,卸去对接焊机的压力,使压力为零 。移动管材时,避免碰撞熔接处。热熔焊时应特别注意卷边、压力和焊接时间的控制,严格按照规定的参数操作。合格的焊口应有两翻边,焊道翻边卷到管外圆周上,两翻边的形状、大小均匀一致,无气孔、鼓泡和裂纹,两翻边之间的缝隙的根部不低于所焊管子的表面。
焊环的宽度: : B=0. . 35~0. . 45S; 焊环的高度 :H=0. . 2~0. . 25S; 环缝的高度 :h=0. . 1~0. . 2S
2 2. .3 3 回填夯实
管道安装敷设完毕,待隐蔽工程验收后,应立即回填。回填时应防止槽内积水造成管道漂浮,如有积水,应及时排尽。对石方、土石混合地段的管槽回填时,应先装运粘土或砂土回填至管顶 200~300mm,夯实后再回填其它杂土。回填必须从管两侧同时回填,回填一层夯实一层。管道试压前,一般情况下回填土不宜少于 500mm。管道试压后的大面积回填,宜在管道内充满水的情况下进行,管道敷设后不宜长时间处于空管状态。
2 2. .4 4 水压试验
1)清扫
(1)管道试压前应进行清扫,工程长度超过 200m 的管道应采用分段吹扫。吹扫时采用压缩空气反复进行。压缩空气压力不得大于 0.45MPa,温度不宜超过 40e。压缩机出口应安装分离器和过滤器,以吹出的气流无污物为合格。
(2)所有阀门应在清管合格后再安装。
2)试压
水压试验静水压力为管道工作压力的 1.5 倍,且试验压力不应低于 0.8MPa,较为理想的水压试验方法为 CEN 试验方法,分为两个阶段进行试压[3]。第一阶段为预试验阶段:首先将试压管道内的压力降至大气压,并持续 60min。这一时段内要保证没有空气进入管道。其次缓慢地将管道升压至试验压力并稳压 30min,期间如压力下降可注水补压(但不得高于试验压力)。检查管道接口、配件等处有无渗漏现象(如有渗漏现象则试压不合格)。最后停止注水补压并稳定60min,如60min后压力下降至试验压力的70%以上,则继续下一阶段的工作。如 60min 后压力下降至试验压力的 70%以下,则试验不合格,须查明原因。
第二阶段为主试验阶段:在预试验阶段结束后,迅速将管道泄水降压,降压量为试验压力的 10%~15%。准确计量降压所泄出的水量△V,计算允许泄出的最大水量△V max ,方法参见文献[3]。若△V>△V max ,停止试压,排除管内过量空气,观察并记录30min的管内水压变化情况 。若试压管道剩余压力有上升趋势,则水压试验结果合格;如上 30min 内试压管道内剩余水压无上升趋势,则再持续观察60min,如在整个90min内压力下降不超过0.02MPa,则水压试验结果合格。
3 3 结束语
总之,要想有效地保证 PE 管道的质量,确保 PE 管道的技术优势得以充分发挥,就必须加强 PE 管道的施工安装管理,对每个施工安装环节严格把关,加强质量控制。笔者相信,随着 PE 管道的施工安装技术不断的提高和完善,PE 管道的应用将会越来越广泛。