普通钢管因其管材自身的缺陷, 在供水管线使用中易产生腐蚀、生锈、结垢、泄露及堵塞等弊病, 从而对水质造成严重的 2 次污染。近年来, 随着高分子材料技术的飞跃发展, 聚乙烯( PE) 管道由于其独特而良好的可熔接( 焊接) 性、连接方便( 热熔对接、电熔连接) 、抗开裂性、环保、卫生、可回收使用等优点, 而成为城市输气管网、中低压供水管网的最佳选择, 在我国得到了高速发展, 塑料给水管材的开发利用将逐步替代普通钢管。在中原油田生活小区管网改造项目中, 给水主管道为公称直径 160 mm ﹙简称 PE160 ﹚的 PE 给水热熔管, 焊接采用热熔焊接工艺, 取得了良好的效果。
1 PE 给水管的材质分析
PE 给水管原材料为聚乙烯, 他是一种高分子量的有机合成的惰性材料。具有良好的刚性和韧性, 可耐多种化学介质的侵蚀, 不会发生腐烂, 生锈和腐蚀现象。PE 管的低温脆化温度极低, 可在-40 e 温度范围使用, 在冬季安装施工中不会发生管道脆裂, 并具有良好的抵抗快速裂纹传递能力。使用年限可达 50 年。
2 PE 热熔焊原理
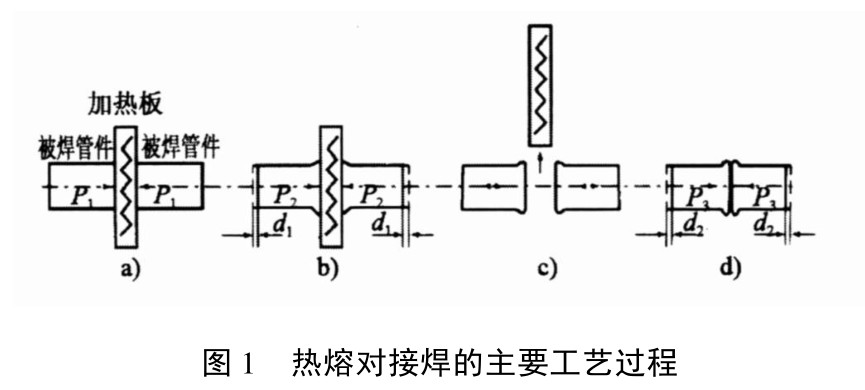
热熔对接焊的原理是采用热熔对焊机将 2 个制件表面加热到设定的温度, 使其熔化, 然后施加足够的外力将它们迅速贴合, 并保持一定的压力, 经充分冷却后使管材连接。聚乙烯是一种具有半结晶的热塑性高分子聚合物, 具非极性的长链分子结构, 分子之间相互缠绕和贯穿, 具有非常典型的玻璃态、高弹态、粘流态 3 个物态区间。热熔焊充分运用扩散原理, 在晶体的融熔温度附近, 聚乙烯分子吸收足够的能量, 导致其剧烈运动, 在外力的作用下, 熔融界面的分子相互渗透和缠绕, 进行分子链的物理重组和再结晶。因此, 对于热熔焊过程而言, 加热温度、焊制压力、冷却和加热时间决定了焊缝品质的高低 [ 1-2] 。热熔对接焊口在承受拉力和压力时都比管材本身具有更高强度, 其主要工艺过程如图 1 所示。
3 施焊工艺
3. 1 焊前准备
3. 1. 1 管道材料及焊接设备
施工时给水管材选用的是上海上丰集团有限公司生产的 PE160 给水管, 壁厚 9. 5 mm, 公称压力1.0 MPa。焊机选用成都东飞新科技实业有限公司生产的 DFHJ- 160Y( 液压型) 热熔对焊机。
3. 1. 2 焊前清洗
用软布蘸酒精清洗加热板板面, 使其无污物。将管材待连接端先用清水或皂水及软布把上面的油渍、泥污清洗掉, 然后用酒精擦试干净, 使其露出管道本来的光泽。
3. 1. 3 母材修整
开启对接机与液压泵的开关, 用机架上的铣削刀具将管材的连接面铣削平整, 将待焊两管轴线对齐, 保证内壁和待焊端面齐平, 使其错位不大于2 mm。
3. 2 焊接工艺参数
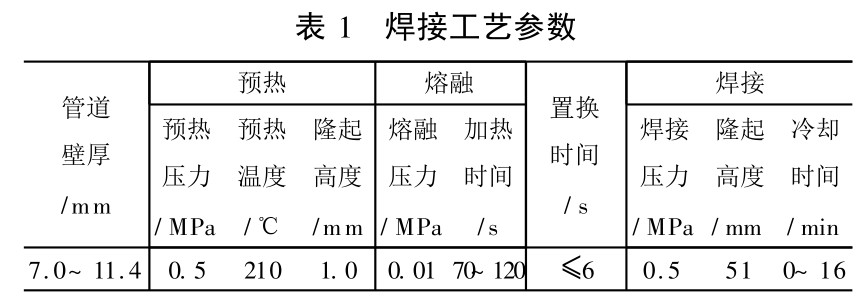
试验结果表明, 焊缝成形的好坏主要由焊接过程中的加热板温度、焊接压力及加热时间决定。试验用焊接工艺参数如表 1 所示。
3. 3 焊接过程
1) 焊接前, 再次检查待焊 2 管是否有错位, 保持内壁和端面齐平。打开加热开关和温控仪, 将预热温度调节至 210 e , 使加热板达到所设定的温度。然后将表面温度已均匀的加热板放在机架上, 扳动操作手柄至/ 进0的位置, 调整/ 调速阀0旋钮, 以使动夹具带动管件快速靠近加热板, 当管件贴上加热板两面后, 仍使动夹具保持/ 进0状态。并加大进给压力到 0. 5 MPa, 待端面出现 1. 0 mm 卷边时将/ 进退0操作手柄板回中位, 打开泄压阀使其压力降低为0. 01 MPa, 关闭泄压阀使管材在微压状态下加热。
在计时器上设定加热时间为 100 s, 然后打开计时器进入熔融过程。
2) 当报警器提示加热过程结束后, 将计时器关闭, 操作手柄将加热板从已被熔融的管材上脱开, 置换时间应 [ 6 s, 然后快速操作手柄以使动夹具带动管材快速合拢对接, 并调整焊接压力至 0. 5 MPa, 直至对接口卷边 5 mm 为止, 关闭泄压阀保持焊接压力, 并打开计时器设定冷却时间为 15 min。待管材冷却至环境温度后卸下管材, 焊接结束。
4 施工工艺对焊缝成形的影响
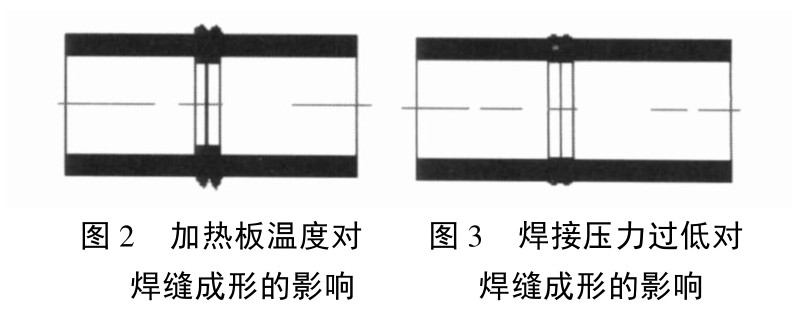
4. 1 加热板温度对焊缝成形的影响加热板温度是聚乙烯给水管焊接时的一个重要工艺参数, 对焊缝成形起着决定性的作用。加热板温度太高, 塑料将发生热氧化破坏, 析出挥发性产物, 即使在接触压力非常大的情况下, 也无法将气孔全部排出, 仍会有部分气孔残留在焊缝内, 从而使结构的抗脆性破坏下降。但加热温度太低又使被焊 2管端得不到充分的加热, 粘结强度较小, 在焊缝中会造成未焊透, 从而影响连接强度。加热板温度过低,往往会造成焊道中心下凹, 如图 2 所示。实际焊接中, 造成这种缺陷的原因往往是由于焊接时抽取加热板对接管材时的置换时间太长, 使管材的加热面温度降低形成的 [ 3] 。
4. 2 焊接压力对焊缝成形的影响
焊接压力在焊接过程中起着重要的作用。选择适当的焊接压力是为了使焊缝区的熔体产生合适的剪切流动并达到最佳的焊缝位置。聚乙烯( PE) 给水管材料在加热和压紧时, 在压力的作用下会流向焊缝的边缘而形成热熔环, 同时会改变焊接接头的形状。由于熔融物流出的结果, 使焊缝中内熔化层的深度减小, 增加了各区加热的不均匀性, 改变了总的温度分布, 使聚乙烯给水管在接触面上发生取向。因此, 焊接时, 常常在加热和压紧时采用低压。另一方面, 加热时的压力应能足以使管道端面上的不平度很快地平整, 而压紧时的压力应保证能使两平面牢固地结合, 排除气孔和气体夹杂物并尽量增加实现相互扩散的面积。接触以后, 要求焊接压力应能补偿聚合物材料冷却过程中的收缩。当压力过小或没有压力时, 收缩会导致收缩孔的出现, 增大结构的缺陷, 增加残余应力。
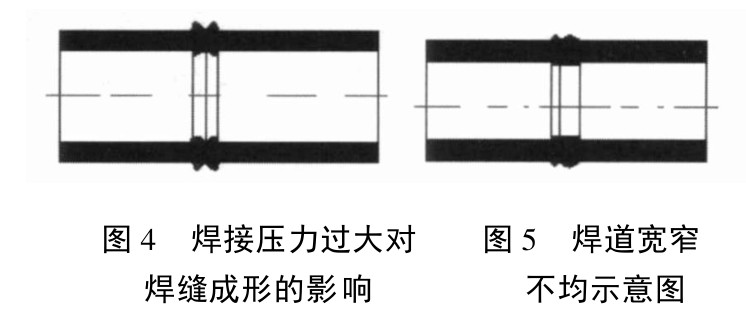
焊接压力过低及过高时对焊缝成形的影响分别如图 3 及图 4 所示。解决办法, 可以在置换完后, 迅速对接管材, 并调整焊接压力为 0. 5 MPa, 保持该压力直至冷却。
4. 3 加热时间对焊缝成形的影响
聚乙烯给水管加热时间主要由管道壁厚、加热板温度及环境条件决定。增加加热时间, 熔融区长度增大, 有助于消除未焊透, 降低焊接残余应力。但是加热时间太长, 会使材料发生热氧化破坏, 增大熔融材料的焊接熔环, 从而增大焊接应力分布的不均匀性。同时会增大对接面的/ 月牙形0弯曲度, 从而造成捕集空气的危险, 以及使管道失去稳定性的危
险。当加热时间不够时, 接触的边界就不消失, 还会出现未焊透。此外, 2 管加热时间不同, 两管熔化温度不同, 加热板受热不均, 还会产生焊道宽窄不均等缺陷, 如图 5 所示。解决办法, 可以在加热前用酒精擦试干净。加热板设定温度到时后, 应继续加热 15`20 min, 使加热板均匀受热。