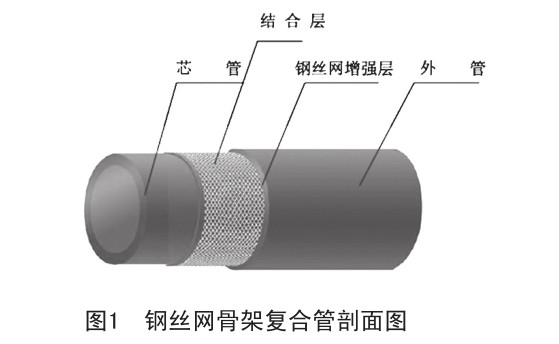
Steel wire mesh and plastic (PE) compositepipe 钢丝网骨架塑料(聚乙烯)复合管,简称PSP管,是用高强度过塑钢丝网骨架和热塑性塑料聚乙烯为原材料,钢丝缠绕网作为聚乙烯塑料管的骨架增强体,以高密度聚乙烯(HDPE)为基体,采用高性能的HDPE改性粘结树脂将钢丝骨架与内、外层高密度聚乙烯紧密地连接在一起,使之具有优良的复合效果(其结构见图1)。这种新型管材的发明及使用已超过10年的历史,在中国及国际众多工程中获得广泛应用。随着人们环保意识的提高以及对健康的关注,钢丝网骨架塑料复合管近年来已在许多安装工程中得到应用,本人结合管道安装的施工经验和质量监督检查经历,浅谈钢丝网骨架塑料复合管安装。
1 新型钢丝网骨架塑料复合管的显著特点
(1)抗蠕变性能好,持久机械强度高。由于塑料在常温及应力作用下会发生蠕变,在较高持久应力作用下会发生脆性断裂,因此纯塑料管材的许用应力及承压能力很低(一般在1.0MPa以内)。而钢材的机械强度约是热塑性塑料的10倍左右,且在塑料的使用温度范围内十分稳定不发生蠕变。将钢丝网骨架与塑料材料复合后,钢丝网骨架可有效的约束塑料的蠕变,使塑料本身的持久强度也大大地提高。因此,钢丝网骨架塑料复合管的许用应力比塑料管提高了一倍。具有超过普通纯塑料管的强度、刚性、抗冲击性,类似于钢管的低线膨胀系数和抗蠕变性等特点。
(2)刚性、耐冲击性好、尺寸稳定性好,又有适度柔性、刚柔相济。钢的弹性模量通常是高密度聚乙烯弹性模量的200倍左右,由于钢丝网骨架的加强作用使钢丝网骨架塑料复合管的钢性、耐冲击性及尺寸稳定性优于任何一种纯塑料管材。且钢丝网骨架本身又是一种柔性结构,从而使复合管在轴向上也有一定柔性。克服了塑料管的快速应力开裂现象,因此具有刚柔结合的优点,在卸装、运输、安装的适应性及如何运行的可靠性方面均表现优异。地上安装可节省支座数量,成本低;地下安装可有效承受由于沉降、滑移、车辆等造成的突发性冲击荷载。小口径管材可适当弯曲,随地势起伏布置或蛇形布置,节省管件。
(3)热膨胀系数小。钢丝网骨架塑料复合管在网状钢骨架的约束下,复合管材的热膨胀性大大改善,低于任何一种常用的塑料管材,实验结果表明,埋地管道安装时,一般可不用热补偿装置,管材采用蜿蜒状铺设即可起到吸收(或释放)的作用,从而使安装成本降低。
(4)不会发生快速开裂。纯塑料管特别是大口径纯塑料管在低温时持久环向应力的作用下,易产生由局部缺陷、应力集中造成的快速开裂,因此目前国际上对管材塑料的抗快速开裂性能提出了很高的要求,而低碳钢不存在脆性断裂的问题,钢网的存在使塑料的变形及应力均不会达到使其产生快速开裂的临界点。因此从理论上讲,钢丝网骨架塑料复合管不存在快速开裂。
(5)钢、塑两种材料复合均匀可靠。目前市场上的塑料复合管由于钢、塑之间的复合面是连续规则的接口,长期使用在交变应力的作用下易脱层,导致连接处泄露。与内衬塑镀锌钢管相比,钢丝网骨架塑料复合管是网状结构通过专门的热熔胶使塑料与钢丝网紧密结合且浑然一体。两种材料相互约束力大而均匀,应力集中小。
(6)双面防腐。钢丝网骨架通过专用热熔胶复合在塑料之中,管材内外表面具有相同防腐性能,耐磨,内壁光滑,输送阻力小,不结垢,不结蜡,节能效果明显,用于埋地输送及有腐蚀性环境条件下更加经济方便。
(7)自示踪性好。由于钢丝网骨架的存在,使埋入地下的钢丝网骨架塑料复合管可以用通常的磁性探测的办法寻找定位,避免由于其他挖掘作业造成的破坏。
(8)导热系数低,冬季使用外壁不需保温,夏季使用亦不结露。
(9)卫生无毒,无污染环境,无二次污染。
(10)专用电熔接头,品种多样,安装十分快捷可靠。
2 钢丝网骨架塑料复合管安装
2.1 施工流程
管沟开挖→管材、管件现场检查→管材、管件搬运及安装就位→管肋支撑调整→电熔焊接→冷却→回填至-500mm→分段强度、严密压力试验→回填至地坪标高→管道整体密闭性压力试验→与系统管网连接→工程验收。
2.2 检验
施工前应对管材、管件进行检验,是否符合标准要求,如外观、尺寸、及其他要求,不符合要求的一律不得投入到使用。
2.3 下料
由于管道的转弯、开三通与变径时,需要待定的长度,根据所需图纸设计的长度尺寸,将管材截断。管长应考虑管件的承插深度、管口打磨余量(切割平整的可不给考虑)及增加上的封口环厚度(一般为3~5mm)。
2.4 管材表面预处理
为了提高熔接性能,管材的熔接面需去氧化层。De50~De200管道宜采用手刮刀(玻璃片),由于小口径管壁较薄,只要去除氧化层为宜。De250~De500管道宜采用打磨处理,提高效率。去氧化层时应均匀刮整个周边,面面俱到,不允许漏刮。刮削长度大于管件承插深度30mm。管件内壁同样的需做清洁处理,小口径的采用酒精擦洗,大口径的可采用刮去表皮处理,刮好后要用带酒精(95°以上)或丙酮的清洁抹布或棉纱做好内外管材、管件表面的清洁,使熔接面不许有泥、油、及其它污物。
2.5 承插组装
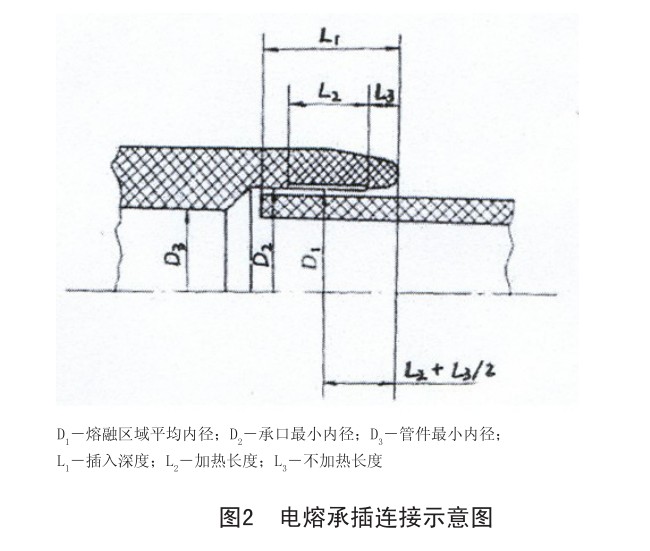
组装时要保证管件、管材端口干燥,不充许有水珠进行装配。预先在管材端口做好管件的承插深度记号,确保管材承插到位(如图2所示),保证熔接质量。如承插不到位,加热部分露空,融熔接面积减少,承压能力大大降低,且焊接时管件内将会塑料熔塌,造成管件焊穿。承插时先将管件套在管材的一端,稍紧时采用榔头轻轻敲打而进。另一头,De50~De250口径的采用榔头敲打管材末端以使承插到位。De315~De500大口径管材采用扶正器、手摇葫芦(拉紧器)辅助承插到位。承插时记号刚好外露管件边缘,不允许有过插、未插到位、管件不居中等现象。安装完后,将管件与管材连接处调整到同一个同心度、水平度,管件处不能出现严重的V字型,一般角度不超过15度。
2.6.3 电热熔焊接步骤
(1)接电源。焊机电源有220V及二相380V两种,使用前务必核对清楚。所使用的电缆致少3×6+1mm 2 规格,如输送的距离过长,电缆需适当加粗,减少线损。
(2)试焊机。接好电源后,对焊机进行调试,检查能否正常工作。
(3)接管件。将焊机的输出线与管件的接线柱连接好,不得有松动,导致接触不良。
(4)开始焊接。焊接按起动“按钮”时,电压、电流“调节器”必须回零位置。起动后,缓慢调整电压电流“调节器”使电压、电流到设定值,调节时不能过快,一般以电压逐一上涨为准。
(5)调整参数。焊接时可能出现电压、电流有上涨过快,由于天气、配合间隙、材料不同使焊接参数有所影响等,即应根据不同情况对参数做暂停、延长、缩短等调整。
(6)记录参数。焊接时记录好焊接参数,以便对施工质量跟踪分析。
(7)焊接完毕。完成焊接后,拆除输出线与管件的连接。观察管件温度是否正常,左右前后温度有无较大差异,冒料是否影响美观。在寒冷气候(-5℃以下)和大风环境条件下进行焊接连接操作时,应采取保护措施(可在管件安装、焊接处通过搭建简易棚升温),未采取措施的不能进行施工。
2.6.4 电热熔连接的要点
(1)焊接前,应对管材部位的表面进行预处理,使用砂轮片将表面打毛,去除氧化层,暴露新鲜材料。处理后应保证有比较紧密的配合尺寸,保证打磨圆滑、均匀。
(2)施工现场应有一个万用表对管件的发热组件部分进行检测,检测合格后的管件表明内部电路系统完整,可以按照产品说明书要求的参数进行通电熔接。
(3)电熔焊接的关键因素是对焊接温度及塑料熔体压力进行严格的控制。通过对工作电压、电流和时间的优化控制能量的输入,将熔体保持焊接部位并形成一定的内压力。焊接时的内压力来自于塑料熔体受热过程中的膨胀。电熔管件的两端未缠绕发热电热丝,在管材管件配合间隙均匀的情况下其两端的温度相对低很多,限制熔体的向外流动及由此产生的发热丝的移动,使焊接部位保持了一定的内压力,从而保证了焊接的效果。实践证明,熔接的最佳温度是180℃~230℃之间。
(4)管材与管件配合的均匀性也对焊接的效果产生很大的影响。管材、管件两者之间连接界面的间隙越均匀,意味着焊接部位的圆周上的熔化温度会均匀提高,在相同的时间内达到熔化温度;反之,间隙偏差过大,导致焊接区域无法同时达到熔化温度,使得焊接不均匀,焊接效果不良。管件间隙以0.5~1.5mm为最佳。
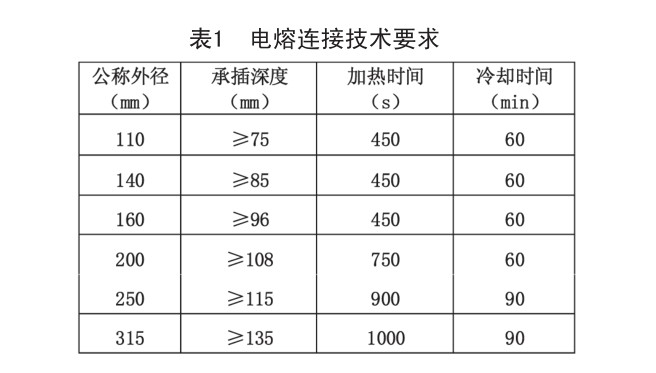
(5)在熔合及冷却过程中,不得移动、转动接头的部位及两侧的管道,不得在连接部位和管道上施加任何外力。电熔连接承插深度、加热时间及冷却时间应符合表1要求。
2.7 试压
试压验收前,试压管段除管道接口外露外,管顶覆土厚度不小于0.5m,必要时需设置临时支撑,使管道在承压时不产生运动。当管道最后一个焊接头焊完一小时以上,方可注水进行压力试验。
3 管道安装时应注意的问题
(1)钢丝网骨架聚乙烯复合管架空敷设时,支架、吊架(托架)应采用桥梁式托架架空。采用金属支架时,支架与管道接触面应设置橡胶类弹性保护填层。
(2)搬运管道必须轻抬,轻放,严禁在沟槽内拖拉或用铲车,叉车,拖拉机牵引等设施运管材。
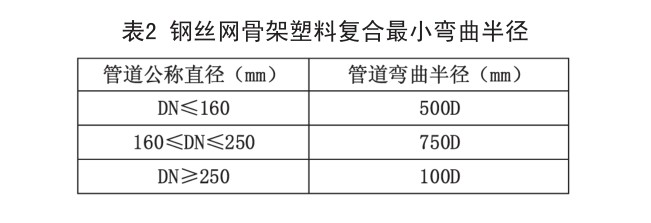
(3)管道埋地敷设,管道上无承插接头时,管道最小弯曲半径应符合表2规定,管道上有承插接头时,管道弯曲半径不小于125D。
(4)DN100mm以下的埋地管道宜蛇形敷设,并可随地形弯曲敷设。
(5)DN100mm以上的埋地管道有充分的土壤阻力消除应力,无需预留管长。
(6)管道和其他材质的管材、管件连接处应设置独立的混凝土支撑件;与金属阀门、消火栓连接处需设阀门井,且开启阀门等力矩不得直接作用在管道系统上。
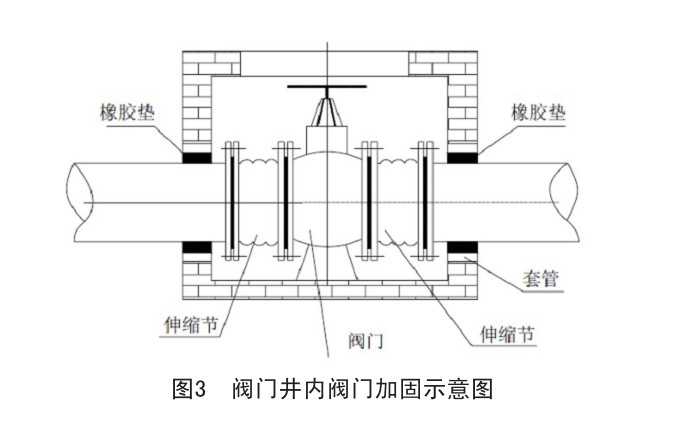
(7)在安装阀门时,阀门的重量不能直接作用在管材或管件上,应采取防止造成外加拉应力的措施。口径大于100mm阀门应设支墩,必须进行足够的加固。在阀门井内应设置卡环、短接、支墩等固定阀门的装置(如图3所示)。
(8)管道试压合格后的大面积回填,管道内应充满水,不应在空管状态全面回填。回填过程中注意防止管道位移和产生破坏管道的现象。
4 结束语
新型钢丝网骨架塑料复合管的安装施工不是一项十分复杂的技术工作,但连接质量却与施工人员的素质和工作态度有很大的关系。目前安装存在的质量问题,主要因操作人员普遍对PSP管道连接结构机理理解不深,操作者不清楚安装质量标准,把握不好安装要点造成的。所以,工程技术人员只有及时了解掌握各种新材料、新技术、新工艺的标准要求,并加强对施工人员的教育培训,注重施工经验积累,才能确保钢丝网骨架塑料复合管等新型管材的安装质量符合标准和要求。
2.6 管道电热熔连接
钢丝网骨架塑料复合管一般可采用电热熔连接和法兰连接两种连接方式。
2.6.1 电热熔连接的原理
电热熔连接是将复合管材插到电热熔管件中,对预埋在管件内表面的电热丝通电使其发热。管件内表面被熔化而产生熔体,熔体膨胀并充满管材与管件的间隙,直至把管材外表面也熔化也产生熔体,两种熔体互相缠绕在一起,冷却成型后,管材与管件便紧密连接为一体。
2.6.2 电热熔连接的优点
(1)电热熔焊接技术施工方便、迅速,可实施连续安装组对,统一焊接。
(2)焊接可靠性好。与其它连接方式相比,强度和密封性好。
(3)保持管道内壁光滑,不影响流通面积。
(4)适用于不同的牌号、不同熔融指数的HDPE原料生产的管材管件的连接。