PE 管材连接包括热熔焊接和电熔焊接两种方式热熔焊接是通过加热板将需要焊接 PE 管材的两端加热,加热到规定熔融温度,然后在规定的压力下进行冷却,最终达到熔接在一起的目的。
1热熔焊机
热熔焊机是用来进行对高密度聚乙烯(HDPE)进行加热焊接的专用设备,焊机的质量直接影响焊接质量, 它的性能要符合ISO12176-1标准要求。其主要由泵站、机架、夹具、加热板、铣刀等部分组成。
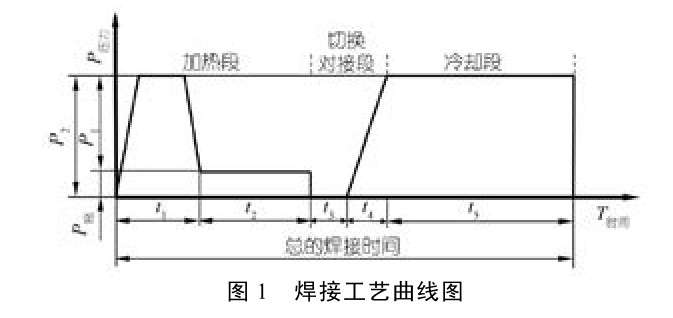
热熔对接焊焊接的过程分三个阶段 :加热段、切换对接段和冷却段 ;也就是说在对接焊具备焊接条件的情况下,每一个焊口都要经过这三个阶段的循环。热熔堆焊的工艺参数有三个 :压力、温度、时间 ;在工艺温度下焊接压力和焊接时间的关系 , 见图 1。
1.1 温度
焊接温度一般为 200~235℃,标准状况下的焊接工艺参数 PE80 材料焊接温度为 210±10℃ ;PE100 材料为 225±10℃。
图中 :
P 1 ——焊接规定 ;
P 2 ——总的焊接压力,P 2 =P 1 +P 拖 ,MPa ;
P 拖 ——拖动压力,MPa ;
t 1 ——卷边达到规定高度的时间,卷边高度mm ;
t 2 ——对接焊需要的吸热时间,s ;
t 3 ——撤去加热板的时间,s ;
t 4 ——压力升到P2所需要的时间,s ;
t 5 ——冷却时间,min。
1.2 压力
需焊接的焊接面的标准压力或力值 P 0 =0.15 N/mm 2 。
1.3管材 / 管件所需的对接力公式为 F1 =P0 . A式中 :
F 1 ——管材 / 管件所需的对接力,N ;
P 0 ——作用于管材上单位面积的力,0.15 N/mm 2 ;
A——管材 / 管件截面积,mm 2 。
焊机的液压系统给出的力 :F2 =P1.S式中 :
F2 ——焊机需要输出的对接力,N ;
P1 ——焊机液压系统压力,MPa ;
S——焊机液压缸活塞的有效面积,mm 2 。
∵ F1=F2
∴ P1=P0.A/S
拖动拉力P拖:是焊机夹具克服各种阻力(摩擦力和拖动力)需要的拉力,它是一个变数,根据焊接环境、夹持管材长度、重量不同而调整。焊接总的压力P2 :P2 =P1+P拖
吸热时间(s)t2 ;管材/管件壁厚(mm)×10(s),根据材料、壁厚确定。根据气温等环境变化时而适当调整。
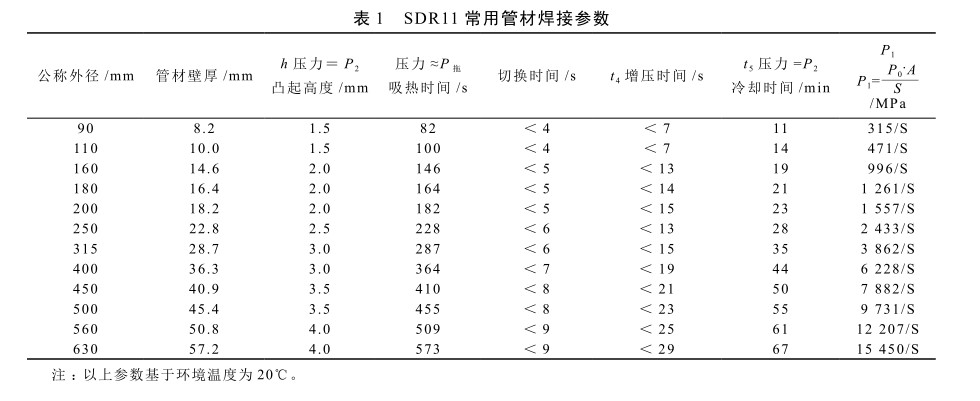
1.4 热熔对接焊的标准工艺参数热熔对接焊的标准工艺参数表 1。
2操作步骤
2.1准备工作
(1)检查液压系统 ;
(2)检查电源电压、电路,确认电源符合焊机要求 ;
(3)检查清洁加热板,加热板四氟乙烯涂层完好,不得存在破损现象 ;
(4)接通电源,检查加热板、液压系统、铣刀等完好,空载试机 ;
(5)将加热板加热到规定温度后,保持 10 min以上,确保热板温度有效区域温度均匀稳定 ;
(6)准备焊接相关的辅助工具,如扳手等 ;
(7)安装相应规格的卡瓦,链接牢固无松动。
2.2 安装焊接管材
(1)按工艺要求设定焊接工艺参数 ;
(2)安装焊接管材,安装时注意调整同心度,加装管材支撑导轮,减少拖动摩擦力 ;用卡瓦校正管材椭圆度 ;
(3)将管材焊接端头内外表面清洁,至少 20 mm。
2.3 铣削焊接管材端面
(1)调整好管材端头错口符合要求后,放上铣刀,锁上安全锁,防止铣削时铣刀晃动 ;
(2)启动铣刀,转动正常后,启动液压系统逐步加压到规定压力开始铣削管端,当铣削两端都形成连续的长屑,且宽度等于壁厚后,逐步降压,打开机架,关闭铣刀,撤去铣刀 ;
(3)将铣削下来料屑清理干净。
2.4 检测拖动压力
(1)均匀缓慢加压闭合机架,观察液压压力表,机架开始运动时压力值为拖动压力(P 拖 ),注意 :每次焊接都必须测量拖动压力(P 拖 );
(2)检查焊接端面,检查焊接面的错边量,错边量 < 壁厚 10% ;
(3)加压到焊接压力,检查管材安装是否夹紧 ;如果未夹紧重新夹紧 ;
(4)检查没问题后,打开机架。
2.5 焊接管材端面加热
(1)放上加热板,闭合机架,开始加热,调整压力至焊接总压力 (P 2 )= 拖动压力 (P 拖 )+ 焊接压力(P 1 );
(2)当加热板两侧卷边高度达到规定值时,迅速降压至拖动压力(P 拖 )开始吸热并计时,吸热时间必须要达到规定时间。
2.6 热熔焊接
(1)吸热时间到后,打开机架,立即撤去加热板后,立即闭合机架,在规定的时间内,将压力匀速升至焊接压力 ;
(2)开始冷却,冷却计时。
2.7 拆卸卡瓦,焊接结束
冷却时间到后,降压至 0,松开卡瓦,取出焊接完的管材,打开机架,焊接结束,进行下一个焊口焊接。
3电熔焊接
电熔焊接焊接原理 :通过专用电熔焊机将预埋在电熔管件内表面的电阻丝通电后发热,使电熔管件内表面和承插管材的外表面达到熔化温度,熔化融合,冷却后成为一体,达到焊接目的
电熔焊机有半自动和全自动焊机,全自动电熔焊机焊接时,焊接参数是由焊机读码器直接扫描电熔管件上的条码,将所有的焊接参数自动输入焊机,然后进行焊接。
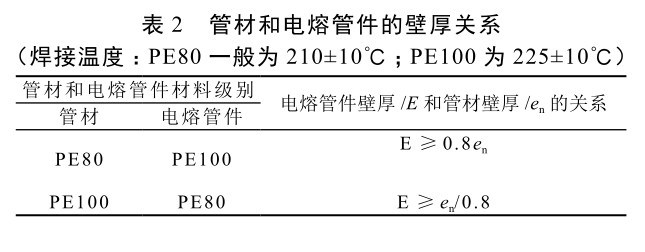
电熔焊适用于不同材料等级和不同 SDR 系列管材的连接,但是应当注意电熔管件材料的分级(最小环向应力“MRS”)和壁厚,当使用的电熔管件用于连接的管材不是由相同“MRS”分级的聚乙烯(PE)材料制造时,管材和电熔管件壁厚之间关系应当符合表 2。
4操作步骤
4.1 焊接准备工作
(1)检查电源电压,确认电熔焊机连接电压在焊机要求的范围之内。
(2)电源线满足焊机输出功率的要求。
(3)焊机接地良好。
4.2 电熔焊接
(1)打开电容焊机,焊机正常,无报警。
(2)准备焊接管材,管端面平整,垂直轴线。
(3)量取电熔管件承插长度,在承插焊接管材上划线,标示清楚。
(4)用专用刮刀刮去管材表面氧化皮 :将划线内需焊接的管材表面刮去 0.1~0.2 mm 厚度,保持清洁干燥。
(5)承插安装 ;将电熔管件套在需焊接的管材上,承插至划线标记处。
(6)安装固定 ;用专用的电熔卡具进行安装固定,必要时复圆,确保管材圆度和焊接同轴度。
(7)接通电源。
(8)调整电熔焊机,调至“自动”焊接模式
(9)用扫描器读取条码,读取焊接参数到电熔焊机。
(10)起动焊机自动焊接,同时自动计时储存有关焊接参数。
(11)焊接结束 ;根据焊机提示,关掉电源 ;进行下一个焊口。
5总结
PE 管材焊接方式主要包括热熔对接焊和电熔焊接,两种方式的焊接设备不同,焊接工艺也完全不同,热熔对接焊主要焊接参数包括焊接压力和时间,电熔焊接主要注意焊接电流和焊接时间,不同情况下采用不同的焊接方式,各有利弊,只要严格按照要求操作,都能保证焊接质量。