在海外,在燃气输配系统当中,PE管(即聚乙烯管)早已运用了将近50多年,相较于金属管,PE管(即聚乙烯管)具有施工便捷、重量轻以及耐腐蚀等优势。在燃气输配系统当中,早在1982年我国就先后在北京、上海以及哈尔滨等地对PE管(即聚乙烯管)进行敷设过。在2008年,建设部就相继颁发了2-2008管件标准、1-2008PE 燃气管道的管材标准与 GB15558 以及CJJ63-2008 聚乙烯燃气管道工程技术规程的行业标准与GB15558。连年来,伴随着城市煤层气的运用与开发,煤气的用户量也随着逐步增大,为了推动城市煤气化的进程,燃气管网设计的完善,我市在各个区域都运用了PE管(即聚乙烯管)。为了延长燃气管道的使用寿命,加速燃气网管的施工进程,PE管在我市燃气管网当中获得了广泛的运用,针对燃气管网PE管(即聚乙烯管)进行了一系列的分析。如图1.
1 PE 管热熔焊接缺陷问题分析
(1)由于 PE管(即聚乙烯管)对紫外线较为敏感,所以只可以埋地使用,不能采用架空的方式进行管道安装,所以PE管的适应范围是限定的。
(2)PE管热熔焊接连接不可靠;现今,在对燃气PE 管对连接接头质量进行检测时,仅仅只能用肉眼检验的办法进行检验其外观,所以,燃气管网施工中PE 燃气管道的焊接质量的好坏大多取决于施工现场中的连接工艺的选择与质量方面的控制。针对燃气管网施工中PE 管的不同,采用不同的等级管连接方式,不论是电熔连接还是热熔连接,对PE管的连接工艺与质量控制都应当达到一定的要求,同时,对于燃气管网施工中PE 管的连接环境也有一定的要求,要求的风力最高不得超过5 级,同时,还应当保证环境的低温干燥,同时,还不可以运用人工快速冷却办法;除此之外,在对PE管进行焊接之前,还应当将表面的氧化皮除掉,并且将加热板擦拭干净,从而确保管件的不受到污染;在对PE管进行连接时,应当对管件与管材进行合理的固定,从而确保其轴线保持一致,同时,配合间隙应当合适,不可以太松,也不可以太紧,禁止强制组装;对使用机械装置对鞍形管件进行固定的过程当中,应当留出一定的空隙,进而防止溶液料从四周挤出;在燃气管网施工中对PE 管进行焊接的过程当中应当严格要求上岗人员,相关的操作人员应当树立安全责任与高质量意识,对相关的工程施工工艺规范进行熟练的掌控,详细记录操作的全过程,上述情况都会对管道设计的使用寿命产生非常严重的影响。目前已经有很多大专院校都对燃气PE 管的无损探伤有了一定的科研成果,伴随着该技术的推广运用,燃气管网施工中PE 管焊接将会越发可靠。如图2.
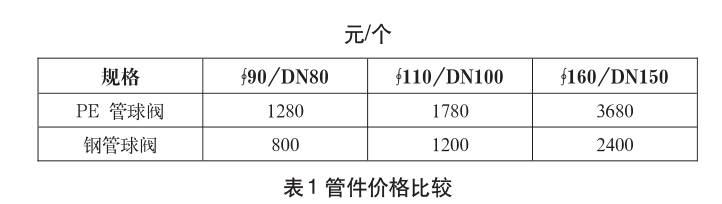
(3)PE管件相对较贵;PE 管在与热力管道很少有平行或者交叉、大型小区、土质松软地敷设更能显示其优势,若管道敷设的环境相对来说较为恶劣,且燃气管网施工中PE 管管件连接较多时,施工的成本也会大大增加 (如表 1所示)。
(4)对储藏与运输的要求过高;在对阀门、管件以及管材进行搬运的过程当中,应当严格避免拖、滚、摔、抛的现象出现,特别是在冬季进行搬运时,应当更加注意轻拿轻放;若使用机械进行吊装,使用的吊装必须是金属绳;在管材堆放地不应当出现有损管材的尖凸物;与此同时,在对阀门、管件及管材进行储存时,应当挑选一个通风好的库房,尽量远离热源,同时还应当实施防雨、防晒的办法。除此之外,聚乙烯属于可燃性原料,禁止和化学品或者油类进行混合储存,储存地应有防火措施。
(5)对土质有过高的要求;燃气管网施工中PE 管对土质有着相对较高的要求,敷设PE管的地基应当是那种没有坚硬土石的原土层,若原土层当中参杂了坚硬的土石,应当在原土层上铺设一些细土或者细沙,进而避免管道沉降的情况发生。
2 PE管道施工质量控制及监检重点
2.1 PE管焊接
相较于传统的燃气钢制管道连接,燃气PE管连接有着有其本身的特征,通常都会运用热熔的方式进行连接,小管径通常会使用电熔的方式进行焊接。然而,相较于钢制管道的连接质量,PE管能够使用渗透、磁粉、超声以及射线等的方式进行相关的检验工作。燃气PE管内部连接质量检验技术还不够纯熟,因此,在对PE管连接进行检测的过程当中,应当对以下几个环节进行严格的控制:
(1)相关的安装部门应当对PE管焊接进行相关的工艺评估,建立PE管连接工艺卡,了解电熔焊的连接电压、焊接压力、冷却时间以及加热时间等;
(2)从事焊接的员工必须持证上岗,对各种器具进行检验,进而检测其是否在有效期内;
(3)确保PE管焊接环境,当作业环境的风力与温度不符合焊接作业时,应当采取保温与防风办法或停止PE管的焊接,与此同时,还应当将焊接的全过程记录下来;
(4)在对PE管焊接完之后,应当对焊接缝隙进行 10% 翻边切除检查与100%的外观检验。
2.2 材料检验
PE管件以及管材的生产与建造公司要想成立,获取国家质检总局颁布的特种设备制造许可证是非常有必要的。针对燃气管网施工中PE管材,按照《压力管道元件制造许可规则》第3条,在对燃气PE管材以及管件的建造进行严格的监督检查,同时获取相关的特种设备监督检验证书,施工部门验收材料的过程当中,应当要求供应商提供相关的设备监督检验证书。从生产到使用管件的存放时间不宜超过2a,管材的存放时间不宜超过1a。
2.3 相关资质
在对燃气PE管道工程进行施工的过程当中,不仅仅与设计部门相联系,与此同时还与监理、施工以及制造等部门有关,检验设计部门有无国家质检总局颁布的GB1及以上的设计资格;严格监控安装部门是否在本地特种设备安全监督检查机构办理了安装告知手续,有无持有GB1管道工程施工资格,持证焊工得数量是否满足相关项目的要求;查验监督管理部门是否持有市政公用工程当中的燃气热力工程乙级资格等。
3 PE 管道施工工艺
3.1 热熔连接
首先是对进场的聚乙烯管材进行外观的检查。其中最主要是观察进场管材有无明显划痕以及大面积划损,依照规范的需要,其管材表面划伤的深度不可以大于管材壁厚度的10%。此外还需对管材生产的日期进行注意,最新规范规定到管材在生产至使用的期间,其存放的时间不能大于1年,该管件不应该大于2年。还有就是在焊接的过程当中相关的控制。因为焊机其性能是于完全预热之后才可以达成最佳焊机的效果,因此建议最好是在第一焊口在焊上之后立刻拉开,等到冷却之后再重新进行焊接。做这个过程具有两目的,其中一个是对热熔焊机进行充分预热,另一个是对铣刀以及加热板进行清洗。其次是焊口外观的检查以及翻边切除的检验。 该聚乙烯热熔其对接焊缝需要对称性的检验100%,在翻边切除时检验不应比10%小。 管材的整个圆周要有着平滑对称翻边;假如有错边,其错边的量不可以大于10%。翻边的切除检查方面的需要是:其翻边需实心圆滑,在根部应较宽;其翻边的下侧不可以有杂质与小孔以及扭曲还有损伤;隔50mm要实行180°背弯的试验,不可以有开裂与裂缝现象,在接缝位置不能有熔合线漏出。
3.2 电熔连接
(1)刮去管材需熔接区域外表面的氧化层,去除碎屑,用记号笔做好标记,插入深度。
(2)将刮好的管材插入待焊管件至做好标记处确保接缝在该管件冷料段。 固定好待焊组合件管件应在使用时才拆开包装以保持其清洁干燥。
(3)打开管件护帽接焊机输出导线。
(4)熔接过程中要避免周围电磁场的干扰,焊机要避免雨淋、倒置的碰撞、焊机搬运过程中避免拉拽导线。 重新接线时不可用焊机检测电源的通断。
(5)熔接完毕后检查观察孔内物料是否顶起、焊缝处是否有物料挤出。
(6)合格的焊口应是在电熔焊过程中无冒烟、过熔、过早停机等现象,电熔件的观察孔有物料顶出。
(7)电熔连接冷却期间不得移动连接件或在连接件上施加任何外力。
4 结语
近年来,在燃气管道当中PE管的运用也越发广泛,怎样保证PE管网的安全性与可靠性,是我们在现实生活当中所面临的最为重要的课题,然而为了确保燃气管网的安全可靠,有效的提高燃气PE管的施工质量是非常有必要的。根据燃气结合PE管的施工质量方面的控制的自身特性,有机结合PE管的物理特性、使用特点以及燃气PE工程施工的相关规范,制定并实施高效的PE管质量控制系统,进而使得PE管管道工程的整体质量得以提升。