为了治理雾霾等天气,北方各省纷纷出手,煤改气、煤改电,气代煤、空气能、地源热泵等等技术粉墨登场,可谓八仙过海,各显神通。
而以北京及周边省为代表的气代煤技术,由于投资少、见效快,推广很快,可谓遍地开花。但是由于项目工期紧,任务多,造成许多低素质的施工队伍承担了管道的安装任务,(高密度聚乙烯管道 ( PE管 )因其优良的品质受到人们的青睐,大部分燃气企业选择PE管作为输气管道。pe管道的施工非常严格,焊接设备必须符合条件,焊接人员必须持证上岗操作),形成很大工程隐患。
随着大量 PE管道的敷设,PE管网因不合格施工或在实际运行中必然出现燃气泄漏等问题,为更好的维护PE管线的正常运行,在此针对燃气管道突发泄漏的原因、PE燃气管道泄漏抢修进行相关解析:
一、PE燃气管道的泄漏原因
管道燃气泄漏的原因很多,也很复杂,从引发泄漏的起因分析,主要来自生产制造、安装施工、使用过程、安全管理等方面的原因:
1、生产制造方面的缺陷
某些小型PE管道生产企业采用不合格材料或直接使用回用料生产燃气用聚乙烯管材,这些产品不具有聚乙烯管材必须的耐慢性裂纹增长能力、抗快速裂纹扩展能力、足够的长期静液压强度等力学性能。受到外界因素的影响,质量不过关的管材、管件,随时间推移密封不严,出现燃气泄漏。
2、安装施工过程的缺陷
在聚乙烯管材热熔、电熔焊接、管道敷设过程中,由于施工人员未按《聚乙烯燃气管道工程技术规程》规定的施工规范操作,出现以下几个方面的问题,致使燃气管道泄漏:
(1) 预焊接表面处理不充分、焊接管段调节不当导致焊口质量不合格,出现燃气泄漏;
(2) 施工人员在焊接过程中,使用的焊接参数和焊接方法不正确,导致熔融物料不能充分融合,导致燃气管道泄漏;
(3)管沟开挖深度不够,或回填土中有砾石,管道受外力碾压损伤过深,在受损处形成应力集聚点,长时间使用管道破损泄漏。
PE燃气管道泄漏事故大部分都是因安装施工出现问题引起。为更好的避免PE燃气管道泄漏事故的发生,必须加强对施工过程的监督管理。PE管道的焊接要从人、机、料、法、环五个方面加强控制,同时加强对管沟的开挖及回填控制。
3、使用过程人为破坏
使用过程中人为破坏主要体现在以下两个方面:
⑴ 因整个工程设计不足,由后续施工造成燃气管道的破坏。燃气管道先要其他管道敷设入沟,后续其他施工单位未了解PE燃气管道的分布的情况,盲目进行开挖使燃气管道受到损坏,进而引发突发事故。
⑵ 违章建筑占压造成燃气管道的破坏。由于一些单位和个人受利益的驱使,在管道沿线及相关设施上摆摊设点建市场,私搭乱盖垒院落,造成燃气管道无法巡视检查和日常维护保养,日积月累,燃气管道不堪重负引发事故。
4、安全管理存在缺陷
在PE管线运行过程中,由于巡检不力或者在易发生事故地点未能及时采取保护措施使得管线暴漏受损泄漏。
二、PE燃气管道泄漏的抢修
燃气管道运输的主要是天然气、人工煤气、液化石油气(气态)等易燃易爆物质,一旦发生泄漏必须在第一时间内找到泄漏点,并采取相应措施进行抢修。根据多方面的抢修经验,PE燃气管道的抢修可以采用以下措施:
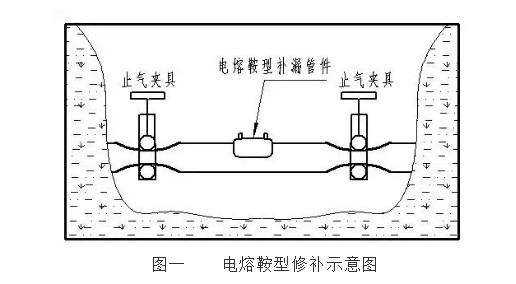
2.1电熔鞍型修补法
当PE管材破损漏点范围较小,管道圆周没有形变,可采用电熔鞍型修补法对泄漏管道加以修补。此方法的具体操作步骤如下 :
1) 先将受损管道损伤部位清理干净,将稍大于待熔接部位的聚乙烯管道表面氧化层刮掉,根据情况确定是否需要采取局部停气或降压处理。
2)将修补马鞍牢固安装在刮掉氧化层的管道上,此时要注意电熔鞍型修补件要与欲修补的管道保持垂直。
3) 按照电熔修补件提供的焊接参数,调整好电熔焊机所需的焊接电压、焊接时间等焊接参数,然后进行焊接。
4) 保持鞍型修补件自然冷却后检漏。
紧急情况下,对于较小的漏洞也可采用木楔子临时封堵。待作业坑内的残留气体散掉(浓度在爆炸极限以外),用抹布除去管壁上的泥土和杂物,然后进行马鞍修补或换管作业。
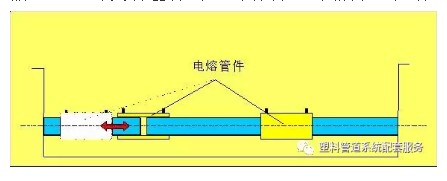
2.2电熔套筒带气换管法
有时管道破损严重,采用修补方式无法达到预期效果只好采用夹扁断气进行局部换管。带气换管法是保持其他管段供气,对损坏欲更换管段两端进行夹扁断气处理,然后更换损坏管段的抢修方式,它适合于外径 ≤160 mm的 PE管的抢修。采用带气换管法抢修燃气管道通常需2台夹管器进行断气,在靠近阀门时也可省去 1台夹管器。在工程实际应用中,夹扁操作主要用来抢修或更换新管,这种操作的时间一般不长,同时聚乙烯是一种热塑性塑料,具有较好的强度和柔韧性,从聚乙烯材料的应力应变曲线可知,对聚乙烯管道在短期内进行夹扁操作,当应力撤除后,聚乙烯管道基本能恢复原来的形状,故利用夹管器在短时间内夹扁聚乙烯管道对管道的力学性能影响不大。以末端的枝状管道为例,带气换管抢修方法的具体操作步骤为:
1) 将普通人员疏散到安全区域。划定警戒区,在警戒区内严禁明火,严禁无关人员入内;作业区内严禁使用非防爆型的机电设备及仪器、仪表,如录像机、对讲机等;根据情形确定是否采取强制通风措施,清除积聚燃气。
2)作业人员穿戴绝缘鞋、绝缘服,开挖工作坑,当特殊地段工作坑深度超过1.5 m时,应设置支撑,为夹管和焊接作业提供空间保证。
3)在欲截取管道两端使用金属线环绕管道一周,然后接地。
4) 将夹管器置于距管道损伤处 1 m左右处,缓缓夹紧夹管器,待压至限位块后将夹管器锁死。
5)将带气管道末端放散口打开,以避免可能形成的带压熔接。
6)截去含有破损处的管段,测好截去管段的长度。
7)利用一段新管段和两个电熔套筒,用焊接死口的方式完成熔接。
8)待焊口冷却后,缓缓打开夹管器,进行新管段内气体的置换,待置换合格后,关闭放散口。此时夹管器方可全部打开,对新焊口检漏。
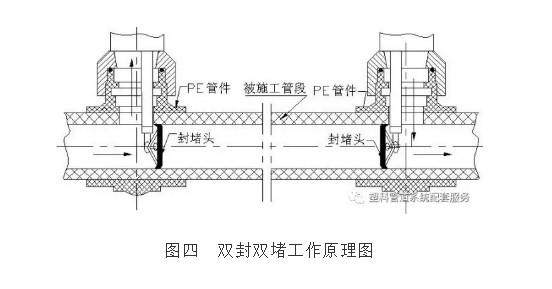
2.3 封堵装置带气接管法
PE管封堵装置带气接管法适合于外径≥1 60 mm的抢修换管或末端带气接管。PE管封堵装置带气接管技术是一项比较新的技术,随着PE管道的广泛使用,PE管道封堵装置已被列入 PE管道维护抢修的必备设备,它可保证在不间断供气的情况下对管道进行抢修。其操作过程和“夹扁断气”基本相似,只是利用封堵装置代替夹管器。封堵装置主要部件有阀箱、钻孔机、封堵机和堵头机:
1) 阀箱:由上阀体、下阀体、闸阀等组成。其主要功能为:在 PE管道上定位;作为钻孔、封堵、封盖等工序的操作平台;闸阀的启、闭用于工序间的转换;提供必需的旁路通道口。
2)钻孔机:由钻杆、钻筒、钻头等组成,其功能是钻孔。
3) 封堵机:由堵杆、折叠式半圆密封件等组成。其功能是在抢修时封堵施工管段的两端。
4) 堵头机:由操纵杆、堵头等组成。其功能是在完成抢修施工后,对钻孔处进行密封处理。
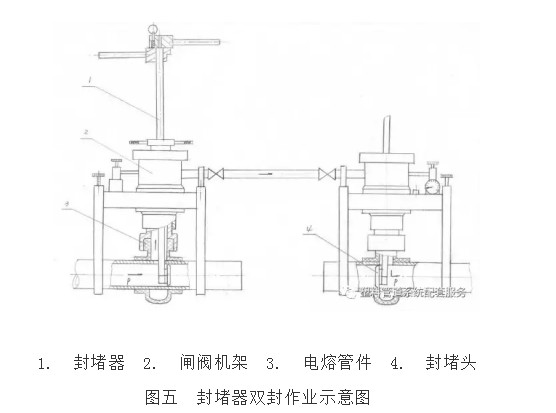
通常末端带气接管,采用 1台封堵装置;如果环状管网带气换管,可采用2台封堵装置;如需不间断供气,可用 2台封堵装置加旁通耐压软管的方式操作。封堵装置操作步骤为:
1) 选用合适的过渡接头、熔接鞍形管件,打压检漏,并将阀箱安装在管道上。
2) 将钻孔机安装在阀箱上,按照钻杆标记对管子上部进行钻孔。
3) 卸下钻孔机,将封堵机安装在阀箱上,进行封堵操作。
4) 在被隔离的 PE管段施工或抢修完成后,卸下封堵机,将堵头机安装在阀箱上,在开孔处装上堵头。
5) 卸下堵头机,拆除阀箱及过渡接头,旋上保护盖并检漏。
封堵作业示意图如下:

上述带气开孔、封堵作业过程必须严格遵守《城镇燃气设施运行、维护和抢修安全技术规程》(CJJ 51_2001)中有关安全规定,并应注意:开孔前应对焊接到管道上的管件和组装到管道上的阀门、开孔机等部件进行整体试压;撤除封堵机前,封堵头两侧应压力平衡;接管作业时应将待作业管段有效接地;每台封堵装置操作人员不得少于2人,做到互相安全监护等。
三、 PE燃气管道抢修过程中应该注意的问题
1)急抢修人员在突发事故抢修中必须严格执行《安全生产事故应急预案》及相关的《安全管理制度》、《安全操作规程》,杜绝违章指挥,严禁违规操作,做到有令则行,有进则止,分工明确,责任落实。
2)抢修所需车辆、设备、管材、辅助材料、工器具、现场安全维护设施、灭火器材、检测设备、通讯器材、记录用品等必须齐全有效,严禁缺漏、运转不良或存在质量问题。
3)抢修现场燃气污染区内,严禁一切火源。抢修人员必须穿着纯棉内衣、焊工服或防静电服,配戴救生绳,使用防爆工具,不得随意摘戴防毒面具,照明时使用防爆灯或防爆手电。
4)开挖抢修作业坑宜使用人工开挖,附带加湿降温的措施。作业坑应尽量规范、坚固,严禁塌方等造成次生灾害,并且必须在一侧挖出马道等逃生通道。
5)抢修人员在实施焊接等操作前,必须充分了解泄漏引起的原因,漏点位置、形状、大小、周边管壁厚度、所处管道的压力、作业坑内与管道相临的其它设施,确定相应的操作方案和保护措施,严禁盲目施焊,造成人员、财产损失。