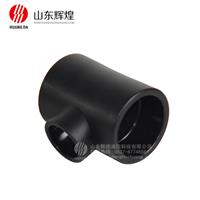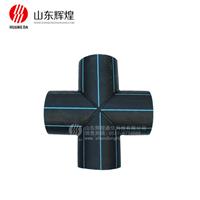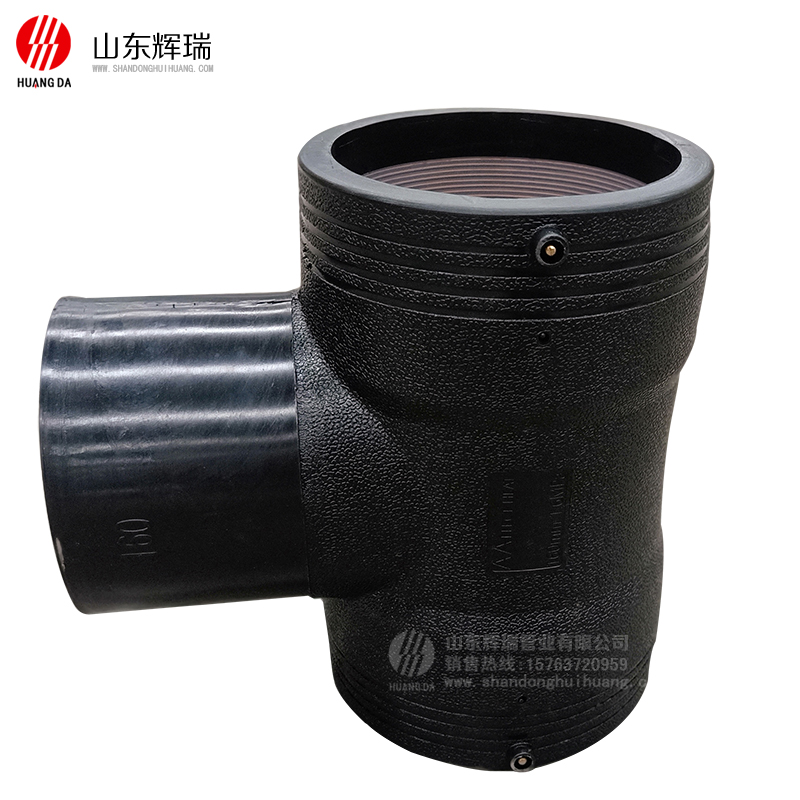
电熔三通针对聚乙烯给水管/聚乙烯钢丝管的管件。电熔管件施工无论多大型号均可使用统一焊机,施工方便快捷。
适用管材:钢丝管,给水管,消防管
电熔三通型号齐全50mm-315mm。

电熔管件使用须知
1.管件使用须符合国家标准:CJJ101-2016《埋地聚乙烯给水管道工程技术规程》及CJJT98-2014《建筑给水聚乙烯类管道工程技术规程》;
2.管材、管件材质必须相同访客熔接;
3.管材、管件配合间隙处不得大于1.0mm;
4.安装规范:管件管材安装必须横平竖直,在一条轴线上,不得弯折或强行以弯折方式改变管路走向。
5.装配前管材管件承插区域必须打磨0.1-0.3mm氧化层及其他污物,并保持清洁至焊接完成;
6.管材切割面必须平整,其切口端面必须进行可靠封头处理,除纯PE管材外;
7.装配前需用白色记号笔勾画出承插位置线,焊接前必须再次检查记号位置,保证承插到位;已装配好的管件必须当日焊接,未焊接或经污水浸泡的管件必须重新打磨装配才可焊接;
8.必须保证焊机电源供电充足、稳定、以及频率等均正常。
9.正式焊接前需根据现场温度、供电等环境因数调整焊接参数,做焊接解剖实验,以设定优质焊接方案;
10焊接时及焊接后30分钟内需远离被焊接管件2米以上,以防烫伤;焊完3-5分钟后160以下管件熔焊区外表面温度应达到65°C以上,200以上管件55°以上,否则需补焊;
11.焊接时及焊接后2小时内,不得踩踏、移动、或其他外力作用于管道上;
12隐蔽、回填需按国家标准要求,必须经眼里实验合格后方可隐蔽、回填;试压前续对管材进行大部分回填、固定处理(管件裸露在外);
13.非专业人员请勿擅自施工、安装、焊接、回填等操作;
14.请储存在阴凉、通风、干燥的屋棚内,禁止露天存放;
15.其他细节请参阅相关国家、行业标准,以及管道、焊机施工说明等相关资料;
版权所有: 山东辉瑞管业有限公司 备案号:鲁ICP备17012238号 技术支持:邦达传媒